啤酒终产品和过滤效率的评估
在啤酒的酿造和精加工阶段,测定啤酒中颗粒的浓度和大小对加工过程的评估和工艺的调整非常重要,同时这些颗粒物也会对啤酒的品质产生影响。
介绍
啤酒中颗粒的浓度和粒度分布可以通过经典的库尔特原理(亦称电阻法/电感应区法)进行测量分析,测量时仅需要将一定体积的啤酒混悬于合适的电解液中,便可应用贝克曼库尔特公司的Multisizer系列对啤酒中内容物颗粒的浓度和粒度分布进行分析,分析结果可以在指定粒度范围内以每毫升颗粒的数目来表示。Multisizer操作简便,可以快速、准确检测啤酒中的颗粒物,自动化的测试分析消除了操作者主观判断所带来的误差影响,为啤酒中颗粒物的检测提供一致、客观、可信的分析结果。同时,应用Multisizer也可以对不同工序和/或不同酿酒厂区的数据进行比对分析。
- 终产品评估 每种啤酒都有自己的特点和独特的风味,这些风味特性多少会受到终产品中存留的内容物及其粒度分布的影响,内容物颗粒同时也会影响啤酒的稳定性,从而影响到保质期。
- 冷藏混浊效应评估 冷藏混浊是啤酒最为常见的一种现象,或者说,是最重要的一种啤酒混浊现象,因为其和啤酒类型相关。正如其名称所示,当啤酒适当冷藏时就会出现混浊现象,加温后混浊就会消失。而混浊出现和消失时的温度则取决于啤酒的物理稳定性,啤酒越稳定,冷藏混浊发生的温度越接近0 ℃。此类混浊含有高分子蛋白质和多酚(单宁)的复合物,当啤酒温度的升高,这种由不稳固、对温度极为敏感的氢键构成的化合物就会被破坏而进入溶液中与水分子形成复合物。
- 过滤效率 过滤方法用于酿酒行业已有数个世纪的历史,若在啤酒的澄清过程中使用得当,过滤可以作为一个有效的非添加剂工具,并和澄清剂协同使用以确保啤酒在温度变化下清澈和稳定。
本文将重点探讨应用库尔特颗粒计数和粒度分析仪Multisizer系列进行终产品和过滤效率的评估。
- 仪器设备:Multisizer 4e
- 小孔管:50μm
- 电解液:Isoton II
- 样品杯:20mL Accuvette
- 测试体积:500μL
终产品评估结果报告
分析报告形式:在1-30μm范围以每毫升总细胞数目表示,和/或以大于1、2、3、4、5、10、15和20μm的每毫升颗粒数目表示。
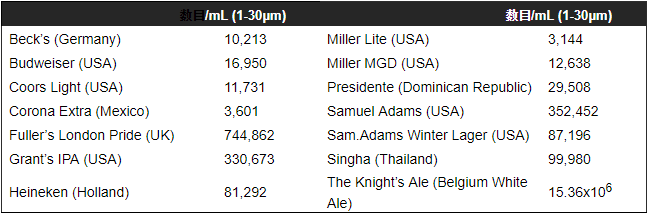
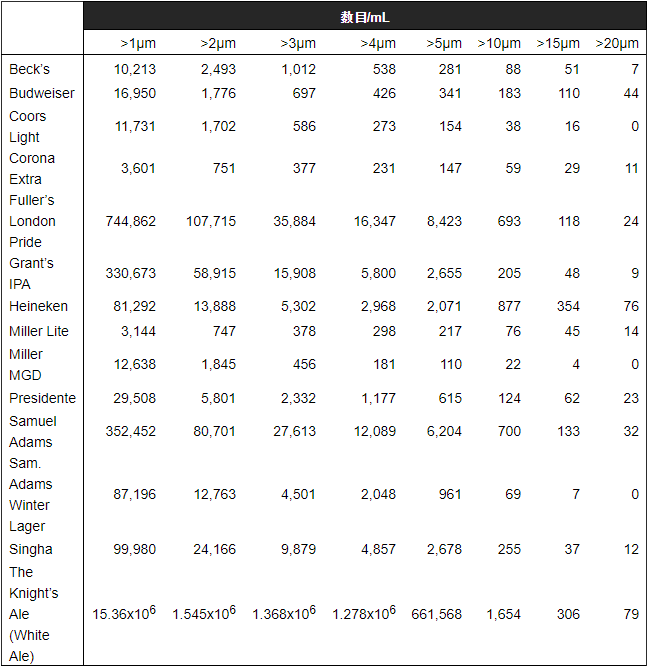
上述数据并不是对不同品牌啤酒间进行的比较分析,这些啤酒样品都是市场上可以买到的,且是随机选择的,它们具有不同的特性、不同的生产时间、不同的储存条件和储存时间。本表及下述曲线图仅是展示如何报告测试结果。
啤酒终产品中微粒粒径与浓度的测定结果曲线图:
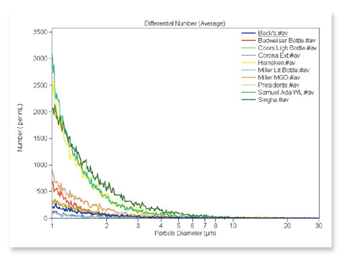
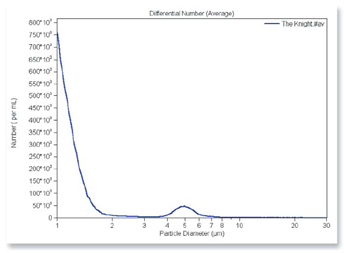
图. 不同品牌啤酒终产品中颗粒浓度和粒度分布 图. Belgian Wheat Ale颗粒浓度和粒度分布
过滤效率
按照“终产品评估”中的测试方法,对过滤前与过滤后的啤酒进行测试分析,评估过滤效率。
结果报告
通过对比过滤前后的测试结果可以评估过滤效率,过滤掉的粒子数目占过滤前粒子数目的百分比即代表了过滤的效率。
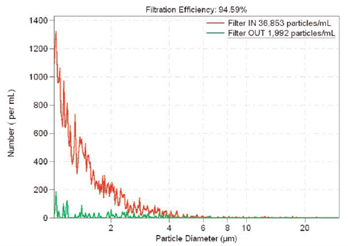
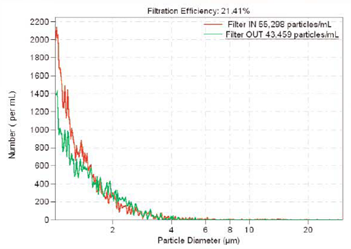
图. 较佳的过滤效率(94.59%) 图. 较差的过滤效率(21.41%)
过滤过程同时也能通过特定的粒度范围进行监测,通常过滤掉的颗粒总数并不总能反映过滤的全貌,有时当调整过滤流程时就需要设定某个粒度范围作为参考的目标。
|
颗粒直径(μm) |
过滤前 数目/mL 大于 |
过滤后 数目/mL 大于 |
过滤效率(%) |
|
1 |
35,296 |
1,875 |
94.69 |
|
2 |
5,427 |
744 |
86.29 |
|
3 |
1,560 |
327 |
79.04 |
|
4 |
498 |
135 |
72.89 |
|
5 |
244 |
77 |
68.44 |
|
10 |
56 |
19 |
66.07 |
|
15 |
22 |
8 |
63.64 |
|
20 |
4 |
0 |
100 |
表. 不同粒度范围的过滤效率
参考文献:《Beer Evaluation of final product and filtration efficiency》
点击查看了解Multisizer 4e彩页,了解更多信息!